




VMC850B CNC-fräsmaskin, vertikal maskincentral
Produktegenskaper
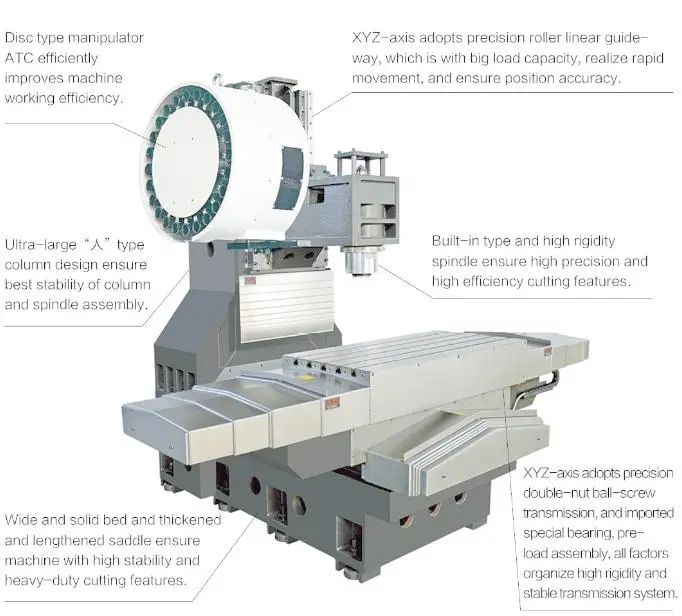



1. Övergripande instruktion
Denna maskin är konstruerad med vertikal ramlayout. Kolonnen är monterad på maskinhuset, spindellådan glider på kolonnen och bildar Z-axelns rörelse, sadeln glider på maskinhuset och bildar Y-axelns rörelse, och arbetsbordet glider på sadeln och bildar X-axelns rörelse. Tre axlar är alla linjära styrningar med högre matningshastighet och högre precision. Vi använder högkvalitativt grått gjutjärn för maskinhuset, kolonnen, sadeln, arbetsbordet och spindellådan med hartssandteknik och 2 gånger åldringsbehandling för att eliminera den interna kvarvarande spänningen i materialet. Dessa delar är alla optimerade med SolidWorks-programvara, vilket avsevärt förbättrar styvheten och stabiliteten, inte bara för dessa delar utan även för maskinen. Det kommer också att begränsa deformation och vibrationer som orsakas av skärning. De viktiga delarna importeras alla från världskända varumärken för att göra maskinen med högre stabilitet och hållbarhet. Denna maskin kan utföra processer som fräsning, borrning, brotschning, arborrning, brotschning, gängning och används vanligtvis inom militär, gruv-, fordons-, form-, instrument- och andra mekaniska bearbetningsindustrier. Den kan användas för alla typer av högprecision och många processmodeller. Den är bra för små och medelstora företag med flera olika produktionsmöjligheter, och den kan också placeras i en automatisk produktionslinje.
2. Treaxligt system
Tre axlar är alla linjära styrningar och har en design med stort spann för hållbar precision. Motorerna på de tre axlarna är direkt anslutna till högprecisionskulskruvar med flexibel koppling utan mellanrum. Varje kulskruv på de tre axlarna importeras från precisionsvinkelkontaktkulskruvar och professionella lager är anpassade. Vi förspänner även kulskruvarna för högre noggrannhet och precision. Z-axelns servomotor har en automatisk bromsfunktion. Vid strömavbrott kan motorbromsen automatiskt hållas kvar av bromsen för att förhindra att den roterar, vilket spelar en roll i säkerhetsskyddet.
3. Spindelenhet
Spindeln tillverkas av en professionell tillverkare för att säkerställa hög precision och styvhet. Spindellagret är från det världskända märket för högprecisionslager och monteras under konstant temperatur och dammfritt tillstånd. Därefter testas alla spindlar dynamiskt för att säkerställa livslängd och tillförlitlighet. Den är utrustad med ett lågtrycksluftskyddssystem som blåser lågtrycksluft in i spindelns inre utrymme och bildar ett luftskyddande lager för att förhindra att damm och kylvätska kommer in i spindeln. Under dessa förhållanden arbetar spindellagret i en föroreningsfri miljö, vilket skyddar spindelenheten och ger längre spindellivslängd. Spindelhastigheten kan ändras steglöst inom spindelhastighetsområdet, vilket styrs av motorns inre kod för att anpassas till spindelns orientering och styv gängning.
4. Verktygsbytessystem
Standardverktygsmagasinkapaciteten för denna maskin är 24T och monteras på sidopelaren. När den byter verktyg, drivs verktygsplattan och positioneras av motordriven fräsningskammekanism, efter att spindeln anlänt till positionen för verktygsbyte, kommer ATC att utföra verktygsbytet och skicka verktygsåtgärden. ATC är fräsningskammekanismen och utför förspänning och kan sedan rotera med hög hastighet, vilket är bättre för snabbt och korrekt verktygsbyte.
5. Kylvätskesystem
Maskinen är utrustad med en storflödesdriven, upprätt kylpump och en vattentank med stor kapacitet. Kylpumpens hastighet är 2 m³/h för att säkerställa riklig återvinningskylning. Det finns ett kylmunstycke på spindellådans ändyta som kan producera kylluft och vatten för verktyg och arbetsstycken. Utrustad med luftpistol för rengöring av maskin och arbetsstycken.
6. Pneumatiskt system
Den pneumatiska enheten kan filtrera orenheter och fukt i gaskällan för att undvika skador och erosion av maskindelar. Magnetventilenheten styr programmet via PLC för att säkerställa att spindellossningsverktyget, spindelcentrumblåsningen, spindelklämverktyget och spindelluftkylvätskan kan utföras snabbt och korrekt. Varje spindelbyte av verktyg kommer att blåsa ren tryckluft från spindelcentrum för att rengöra spindelns innerhål och verktygsskaft för hög styvhet i kombinationen med spindel och verktyg. Detta kommer att förlänga spindelns livslängd.
7. Maskinskydd
Vi använder standard säkerhetsskydd för maskinen, vilket inte bara skyddar mot stänk av kylvätska utan även säkerställer driftsäkerhet. Varje styrskena är utrustad med ett skydd för att förhindra att kylvätska och skärstycke kommer in i det inre utrymmet och minska slitage och erosion av styrskena och kulskruven.
8. Smörjsystem
Styrbanan och kulskruven är utrustade med centralsmörjningssystem och volymetrisk oljeseparator i varje nod, som kan tillföra olja vid fasta mängder och tider för att säkerställa att varje slidyta smörjs och minskar tillverkningstiden. Detta förbättrar noggrannheten och förlänger livslängden för kulskruven och styrbanan.
9. Spåntransportörsystem
Vi erbjuder standard manuell spånborttagningsanordning med enkel användning. Du kan också välja spåntransportör av skruvtyp eller gångjärnstyp.
| Punkt | Enhet | VMC640L | VMC640LH | VMC850L | VMC1000L |
| Arbetsbord | |||||
| Arbetsbordets storlek | mm | 400×900 | 400×900 | 500×1000 | 500×1200 |
| T-spår (N×B×D) | mm | 3×18×100 | 3×18×100 | 5×18×100 | 5×18×100 |
| Resa | |||||
| X-axelns rörelse | mm | 640 | 640 | 850 | 1000 |
| Y-axelns rörelse | mm | 400 | 400 | 500 | 500 |
| Z-axelns rörelse | mm | 400 | 500 | 600 | 600 |
| Bearbetningsområde | |||||
| Avstånd från spindelcentrum till kolumnens framsida | mm | 440 | 476 | 572 | 572 |
| Avstånd från spindelände till arbetsbord | mm | 120-520 | 120-620 | 120-720 | 120-720 |
| Maskindimension | |||||
| L×B×H | mm | 2200×2100×2500 | 2200×2100×2550 | 2540×2320×2780 | 3080×2320×2780 |
| Maskinvikt | |||||
| Max belastning på arbetsbordet | kg | 350 | 350 | 500 | 600 |
| Maskinvikt | kg | 3900 | 4100 | 5200 | 5600 |
| Axel | |||||
| Spindelhålets kona | BT40 | BT40 | BT40 | BT40 | |
| Spindelkraft | kw | 5,5 | 5,5 | 7,5/11 | 7,5/11 |
| Max spindelhastighet | varvtal | 8000/10000 | 8000/10000 | 8000/10000 | 8000/10000 |
| Matning (direktdrift) | |||||
| Max matningshastighet | Mm/min | 10000 | 12000 | 12000 | 12000 |
| Snabb matningshastighet (X/Y/Z) | m/min | 20/20/10 | 30/30/24 | 32/32/30 | 32/32/30 |
| Kulskruv (diameter + stigning) | |||||
| X-axelns kulskruv | 3210 | 3212 | 4016 | 4016 | |
| Y-axelns kulskruv | 3210 | 3212 | 4016 | 4016 | |
| Z-axelns kulskruv | 3210 | 4012 | 4016 | 4016 | |
| Verktygsmagasin | |||||
| Verktygsmagasinets kapacitet | T | 16 | 16 | 24 | 24 |
| Tid för verktygsbyte | s | 2,5 | 2,5 | 2,5 | 2,5 |
| Positioneringsnoggrannhet (nationell standard) | |||||
| Positioneringsnoggrannhet (X/Y/Z) | mm | 0,008 | 0,008 | 0,008 | 0,008 |
| Ompositioneringsnoggrannhet (X/Y/Z) | mm | 0,005 | 0,005 | 0,005 | 0,005 |
| INGA. | Namn | Stämpla |
| 1 | CNC-system | Seimens 808D-SYSTEM |
| 2 | Huvudmotor | Komplett uppsättning Siemens-drivsystem inklusive servomotor |
| 3 | X/Y/Z-axelmotor, drivrutin | Seimens |
| 4 | Kulskruv | Hiwin eller PMI (Taiwan) |
| 5 | Kulskruvlager | NSK (Japan) |
| 6 | Linjära styrningar | Hiwin eller PMI (Taiwan) |
| 7 | Spindelmotor | POSA/ROYAL (Taiwan) |
| 8 | Värmeväxlare | Taipin/Tongfei (Joint-venture) |
| 9 | Smörjsystemets huvudkomponenter | Proton (Joint venture) |
| 10 | Huvudkomponenter i det pneumatiska systemet | AirTAC (Taiwan) |
| 11 | Huvudkomponenter i det elektriska systemet | Schneider (Frankrike) |
| 12 | Vattenpump | Kina |





